В7-1833 образцы шероховатости поверхности (сравнения); ГОСТ 9378-93; параметр Ra номиналы
Версия для печати

|





НАЗНАЧЕНИЕ. Образцы шероховатости поверхности (сравнения) модификации В7-1833 (далее по тексту – образцы, ОШС) по ГОСТ 9378-93 предназначены для контроля шероховатости поверхности металлических деталей после (или в процессе) их обработки на металлорежущих станках методом визуального сравнения или осязания (на ощупь) станочниками при контроле обрабатываемых деталей на металлорежущих станках, при контроле шероховатости труднодоступных поверхностей, конструкторами и технологами при выборе и назначении шероховатости поверхности, а также для учебных целей. Образцы являются рабочими средствами измерений согласно ГОСТ 8.296-2015 и не предназначены для контроля приборов измерения шероховатости.
ОШС изготавливаются по ГОСТ 9378-93 и выпускаются в виде наборов определённого вида обработки: точение (условное обозначение способа обработки – Т); расточка (Р); строгание (С); шлифование периферией круга (плоское – ШП, наружное круглое – ШЦ, внутреннее – ШЦВ); точение торцовое (ТТ); фрезерование (цилиндрическое - ФЦ; торцовое - ФТ; торцовое перекрещивающееся - ФТП); шлифование торцовое (ШТ); шлифование чашеобразным кругом (ШЧ); полирование (плоское – ПП, цилиндрическое – ПЦ). Материал образцов – сталь, медь, алюминий, титан, латунь и др. металлы по заявке заказчика. По умолчанию ОШС изготавливаются из СТ45: сталь конструкционная углеродистая качественная. По запросу образцы могут быть изготовлены из материалов: чугун; латунь; алюминий; медь.
Образцы изготавливаются с различными номинальными значениями параметра шероховатости Ra, выбранными из ряда номинальных значений, допускается дополнительно оценивать поверхность образцов параметрами шероховатости Rz, Rmax, Sm, S и др., значения которых не нормируются и приводятся как справочные по результатам измерений.
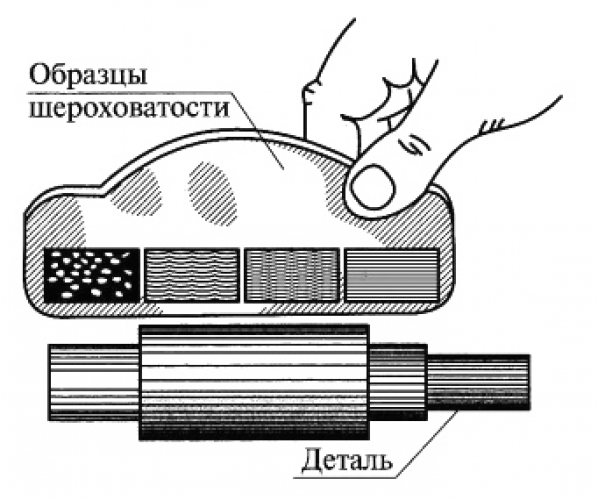
ПОРЯДОК РАБОТЫ. Контроль шероховатости поверхности детали по параметру шероховатости Ra или Rz производится путём сравнения с образцом визуально и на ощупь, проводя ногтем, выполняющем здесь роль “чувствительного элемента – датчика”, вдоль линии максимальной шероховатости поверхности. Как правило, эта линия перпендикулярна следам обработки (а расстояние между соседними следами характеризует параметр Sm). Для этого подбирается образец соответствующего вида обработки, номинальное числовое значение параметра шероховатости поверхности которого соответствует числовому значению параметра шероховатости поверхности контролируемой детали. В результате сравнения делается заключение о том, что параметр шероховатости контролируемой детали не превышает номинальное значение подобранного образца сравнения. Наиболее достоверно оцениваются детали из аналогичного образцу материала и изготовленные тем же, что и образец, способом обработки.
МЕТОДЫ КОНТРОЛЯ. Методика поверки РТ-МП-5412-445-2019. Интервал между поверками 2 года.
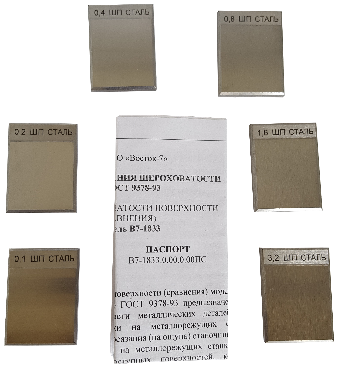
ОБОЗНАЧЕНИЕ И ЗАКАЗ. Образцы поставляются наборами из 6 шт. с различными номинальными значениями Ra, возможна поставка отдельных образцов. Пример обозначения образца с номинальным значением параметра шероховатости Ra = 0,4 мкм, полученного точением (Т) из стали: “Образец шероховатости 0,4 Т, СТАЛЬ”, пример обозначения набора: “Набор ОШС-Т: 0,4; 0,8; 1,6; 3,2; 6,3; 12,5”.
Номинальное значение параметра шероховатости, условное обозначение способа обработки и материал нанесены со стороны рабочей поверхности образца. Заказ образцов шероховатости поверхности (сравнения) модификации В7-1833 производится согласно вкладке Тех.данные (правее текущей вкладки) с обозначением типа образцов, например:
Купить В7-1833 образцы шероховатости поверхности (сравнения); ГОСТ 9378-93; параметр Ra номиналы в Нижнем Новгороде Вы можете в Интернет-магазине «ТопПриборы».
Справочные материалы.
Для осуществления контроля шероховатости поверхности используются два метода:
- КАЧЕСТВЕННЫЙ- метод сравнения с образцами ОШС (образцы чистоты поверхности) или ОЧП (устарев., образцы чистоты поверхности);
КОЛЛИЧЕСТВЕННЫЙ- с использованием приборов контактных и бесконтактных.
При проведении качественного контроля проводится сравнение шероховатости образца из набора и поверхности испытуемого изделия путём визуального осмотра и на ощупь. Используя визуальный осмотр можно достаточно точно дать характеристику поверхностного слоя при характеристиках Ra=0,6...0,8 мкм и выше.
Чистота поверхности (из утратившего силу ГОСТ 2789-59) предусматривает 14 классов чистоты поверхности, а классы чистоты поверхности 6-14 дополнительно разбиты на 3 разряда каждый (а, б, в):
|
Группа ∇ и класс |
Разряды |
Среднее арифметическое |
Высота неровностей |
Базовая длина |
|
∇1 |
- |
80 |
320 |
8 |
|
∇2 |
40 |
160 |
||
|
∇3 |
20 |
80 |
||
|
∇∇4 |
10 |
40 |
2,5 |
|
|
∇∇5 |
5 |
20 |
||
|
∇∇6 |
а |
2,5 |
10 |
0,8 |
|
б |
2,0 |
8 |
||
|
в |
1,6 |
- |
||
|
∇∇∇7 |
а |
1,25 |
6,3 |
|
|
б |
1,0 |
5,0 |
||
|
в |
0,8 |
4,0 |
||
|
∇∇∇8 |
а |
0,63 |
3,2 |
|
|
б |
0,5 |
2,5 |
||
|
в |
0,4 |
2,0 |
||
|
∇∇∇9 |
а |
0,32 |
1,6 |
0,25 |
|
б |
0,25 |
1,25 |
||
|
в |
0,2 |
1,0 |
||
|
∇∇∇∇10 |
а |
0,16 |
0,8 |
|
|
б |
0,125 |
0,63 |
||
|
в |
0,10 |
0,5 |
||
|
∇∇∇∇11 |
а |
0,08 |
0,4 |
|
|
б |
0,063 |
0,32 |
||
|
в |
0,05 |
0,25 |
||
|
∇∇∇∇12 |
а |
0,04 |
0,2 |
|
|
б |
0,032 |
0,16 |
||
|
в |
0,025 |
0,125 |
||
|
∇∇∇∇13 |
а |
0,02 |
0,1 |
0,08 |
|
б |
0,016 |
0,08 |
||
|
в |
0,012 |
0,063 |
||
|
∇∇∇∇14 |
а |
0,01 |
0,05 |
|
|
б |
0,008 |
0,04 |
||
|
в |
0,006 |
0,032 |
Класс чистоты в технической документации обозначают равносторонним треугольником, рядом с которым арабскими цифрами указывается номер класса, а для 6—14-го классов, кроме того, одной из букв (а, б, в) обозначают и разряд, например ∇ 10 в. Различные технологические процессы обеспечивают получение поверхностей разных классов чистоты, например, обычно литьё — ∇ 3, обработка точением — ∇ 5, шлифованием — ∇ 7, и т.д. В то же время один и тот же класс чистоты может быть получен различными технологическими процессами, например класс чистоты ∇ 7 может быть получен тонким точением и шлифованием и др. процессами. Не все свойства двух поверхностей, относящихся к одному классу чистоты, могут быть одинаковыми при совпадающих Ra и Rz, поэтому принадлежность поверхностей к одному классу чистоты не является достаточной для заключения об идентичности поведения деталей при эксплуатации.
Самый точный класс чистоты - это 14-й, самый грубый – это 1-й. По этой причине поверхности также подверглись классификации. В производстве встречаются следующие их виды:
- Ограничительные и соединительные поверхности– элементы, служащие ограничением для работающих механизмов: корпуса приборов, станков, различные фиксаторы и прочие механизмы. Данные поверхности, в зависимости от требований, могут подвергаться обработке, параметры соответствуют Ra=20...2,5 мкм, Rz=80...10 мкм.
- Установочные поверхности– детали находятся в соприкосновении, но по отношению друг к другу неподвижны, к которым не предъявляются требования по герметичности. Подлежат обработке и должны соответствовать показателям Ra=20...2,5 мкм, Rz=80...10 мкм.
- Рабочие поверхности, которые перемещаются друг относительно друга, соединения типа поршень-цилиндр в устройствах двигателей, насосов и т.д. Детали, используемые в механизмах, обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2,5...0,16 мкм, Rz=10...0,8 мкм.
- Специальные поверхности- детали внешних корпусов механизмов, агрегатов. Параметры шероховатости должны соответствовать Ra=5,0...1,25 мкм, Rz=20...6,3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов приборов, у которых показатели должны находится на уровне Ra=0,63...0,08 мкм, Rz=3,2...0,4 мкм
Комплектация:
|
Наименование |
Обозначение |
Количество |
|
Образцы |
модификации В7-1833 |
По заказу |
|
Футляр |
- |
1 шт. |
|
Паспорт |
В7-1833.0.00.0.00ПС |
1 шт. |
|
Методика поверки |
РТ-МП-5412-445-2019 |
1 экз. |
|
Свидетельство о поверке |
- |
1 шт. |
Характеристики:
Воспроизводимые образцами способы механической обработки:
|
Способ обработки |
Форма образца |
Условное обозначение способа обработки |
|
Точение |
Цилиндрическая выпуклая |
Т |
|
Расточка |
Цилиндрическая вогнутая |
Р |
|
Фрезерование цилиндрическое |
Плоская |
ФЦ* |
|
Шлифование периферией круга |
Плоская, Цилиндрическая выпуклая Цилиндрическая вогнутая |
ШП ШЦ ШЦВ |
|
Точение торцовое |
Плоская |
ТТ |
|
Фрезерование торцовое |
Плоская |
ФТ |
|
Примечание: Расположение неровностей – прямолинейное. Образцы шероховатости характеризуют особенности только воспроизводимого способа обработки. *ФЦ временно не изготавливается (не доступен для заказа). **По умолчанию образцы шероховатости поверхности (сравнения) изготавливаются из СТ45: сталь конструкционная углеродистая качественная. |
||
Условия эксплуатации: температура окружающей среды -20…+30 0С, влажность ≤98%. Масса одного
образца ≤0,05 кг, размеры ≥30*20*5 мм, средний срок службы 5 лет.
Отклонение среднего значения параметра шероховатости от номинального не превышает (-17…+12) %.
Среднее квадратичное отклонение от среднего значения параметра шероховатости не превышает 9% для
образцов ШП, ШЦ, ШЦВ, ФЦ, и ФТ; 4% для Т, ТТ, и Р.
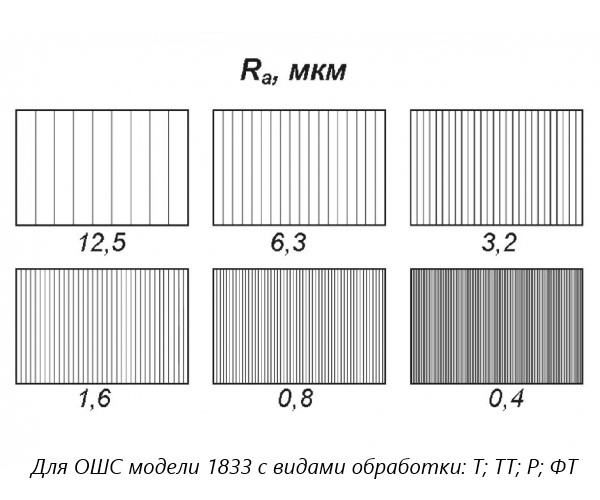
Ряды номинальных значений образцов в наборах ОШС по параметру шероховатости Ra, доступные для выбора заказчиком, мкм:
|
ШП |
ШЦ |
ШЦВ |
Т |
ТТ |
Р |
ФТ |
ФЦ* |
|
0,1; 0,2; 0,4; 0,8; 1,6; 3,2 |
0,4; 0,8; 1,6; 3,2; 6,3; 12,5 |
||||||
Пример заказа:
Просим выставить счёт на следующие позиции:
- ОШС-ШП Ra 0,1; 0,2; 0,4; 0,8; 1,6; 3,2 - 3 комплекта.
- ОШС-ФТ Ra 0,4; 0,8; 1,6; 3,2; 6,3; 12,5 - 1 комплект.
